background
In recent years, the phenomenon of red rust generated by the water for injection system has been paid attention to. Generally, the system consists of 316L stainless steel and pipe fittings of the same grade austenitic stainless steel. After the formation of red rust, these heavy metal oxide (iron oxide) particles are used in water for injection. The formation and diffusion in the system leads to contamination of the water quality for injection, which is not detected by the above-mentioned online monitoring devices. It can be seen from the experiment that the conductivity test can not detect the formation of red rust and the migration of red rust particles.
The method by which red rust can be identified today is visual inspection. By visual inspection, a local red rust film adhering to the tube wall or a red rust deposit on the diaphragm valve gasket can be found. However, the premise of the visual inspection is that it is necessary to stop the system and remove the corresponding pipe fittings, and the integration time, efficiency and other factors are unsatisfactory.
Red rust monitoring concept
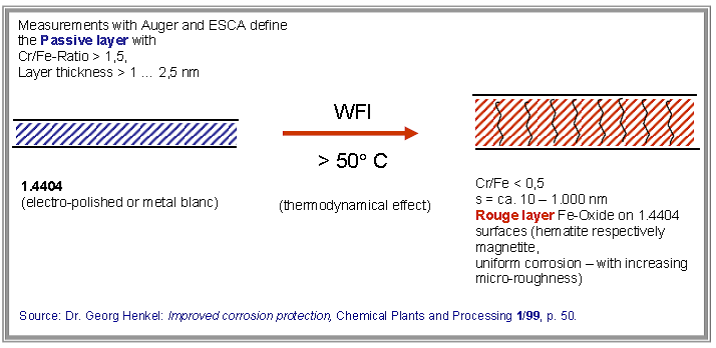
The formation of red rust greatly changed the structure of the initial stainless steel tube passivation film, and the permeable and corrosive iron oxide secondary layer adhered to the impermeable and stable chromium oxide passivation protective layer.
This figure shows the change of the surface of the pipe wall after the formation of red rust. The surface of the stainless steel pipe wall of the electric planer retains a chromium-rich protective layer with a thickness of 2.5 nm and a ferrochrome ratio of more than 1.5 . It is used in water for injection, and the ratio of ferrochrome to iron Reduced to less than 0.5 , the red rust layer adhered to the original damaged chromium-rich layer, the thickness of 10-1000nm !
The red rust secondary layer is analyzed by ESCA photoelectron spectroscopy and Auger electron spectroscopy. The layer is mainly composed of oxide particles of divalent iron and ferric iron which are extremely insoluble in water. In addition, in the secondary layer A certain amount of chromium, nickel and molybdenum elements were also found.
According to the research so far, the particle size distribution of the red rust secondary layer is between 0.01 and 5 μm , and thus is visible. These particles can be qualitatively and quantitatively analyzed by filters or precision measurements such as laser particle counters. Typically these granules are present in the water for injection in an amount of from 30 to 60 mg per liter. Although these data are far below the lower limit of the pollution index specified in the USP ( USP ), monitoring of these data is still very important.
Red rust quality control measures for clean fluid systems
When it is realized that red rust does appear in the system, it can be assumed that the system (new / reform / overhaul) initially has a perfect chromium-rich passivation film and fluid medium contact.
Over time, the chemical equilibrium of the ideal initial passivation film is gradually disintegrated, the protective layer is slowly destroyed, and the secondary layer of iron oxide is produced.
This process is often accompanied by a series of changes in the performance of the inner wall of the wall:
- Surface color changes from colorless and transparent to reddish brown
- The wall conductance and resistance change qualitatively and quantitatively
- Surface morphology change
- Surface topography changes
- Surface optical reflection characteristics change
- Corrosion resistance
- Local potential changes
In view of the red rust formation mechanism mainly affected by temperature, it can be understood as: the collapse of the slow chromium-rich passivation layer, the formation of the secondary layer of iron oxide and the formation of a comprehensive corrosion layer of red rust particles, we can assume red rust particles (hazard The formation and migration of the extremely large is based on the formation of the secondary layer of iron oxide. Therefore, it is very valuable to be able to display the detection mechanism of the whole process in a timely and accurate manner to help formulate a response strategy at the right time.

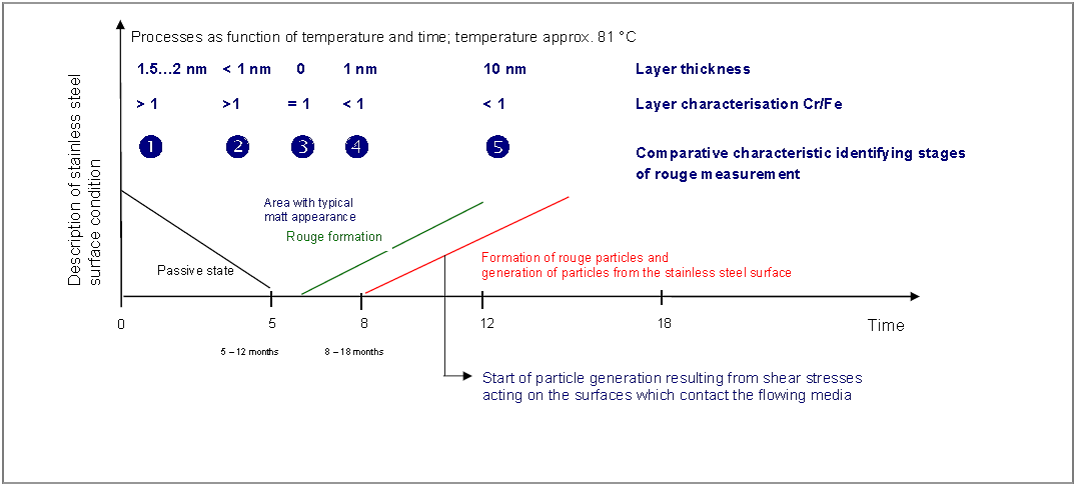
As seen from the figure below, the initial thickness of the stainless steel passivation film is 1.5-2nm , and the ferrochrome ratio is greater than 1 ;
With the passage of time, the thickness of the chromium-rich layer is thinner, and when the running time is about 5 months, it is gradually less than 1 nm , and the ferrochrome ratio is slightly decreased, but still greater than 1 (the actual occurrence period is 5-12 months);
When the operation is about 6 months, the chromium oxide component film on the stainless steel surface disappears, forming independent chromium oxide and iron oxide components. The secondary layer of iron oxide begins to form, and the ferrochrome ratio is 1 ;
By 8 months, the thickness of the secondary layer reaches 1 nm . With the accumulation of iron oxide and the contact stress between the surface of the tube wall and the fluid, visible macroscopic iron oxide particles appear to appear, and the ratio of ferrochrome to less than 1, ( The actual occurrence period is 8-18 months)
After running for 12 months, the red rust particles have a certain amount of distribution and migration, the red rust secondary layer thickness reaches 10nm , and the ferrochrome ratio is less than 1 .
to sum up
The above red rust formation and migration process map is realized by particle counting and filtering technology. However, the particle counter can only provide data information about the particle number, and can not provide information about the particle type, nature and composition; residual filtering technology can distinguish Particle types (such as iron oxide particles and silicon particles) help.
With the above various monitoring methods, it is possible to accurately detect the formation of red rust, determine the formation time of red rust particles, and make an effective response strategy in time. Therefore, we believe that the red rust monitoring system should be included in the list of necessary testing units for water for injection systems to provide real-time monitoring of red rust formation, confirming the system rust removal cycle to avoid quality problems caused by water quality pollution of injection water.
Frozen Mussels,Frozen Cooked Clean Mussel Meat,Cooked Mussel Meat,Seafood Mussel Meat
Shengsi Xiangyuan Aquatic Products Co.,Ltd., , https://www.mytilus-edulis.com